










在刺繡時為使繡花線具有一定的強力、彈性、伸長、光澤、手感等物理機械性能,必須通過加捻改變棉紗。由纖維結構來實現紗線加捻,其實就是利用棉紗橫截面間產生相對角位移,使原來伸直平行之纖維與紗軸發生傾斜來改變紗線結構,粗條在加捻過程由寬度逐漸收縮,兩側逐漸而卷入紗線條中心,形成加捻三角形,在加捻三角形中,棉條的寬度和截面發生變化,從扁平帶狀,逐漸成圓柱形的紗。
繡花線中有關捻的術語
01.捻回
紗條繞其軸心旋轉360度即為一個捻回。
02.捻度
紗條在退捻前的規定長度內的捻回數,通常為每英吋之捻回數目( T.P.I )或每公尺之捻回數目( T.P.M )表示。
03.捻系數
是紗線加捻程度的量度,按每單位長度的捻回。 T. M: 數乘以紗線密度的平方根計算。T.M = T.P.I紗支 T.P.I = T.M紗支
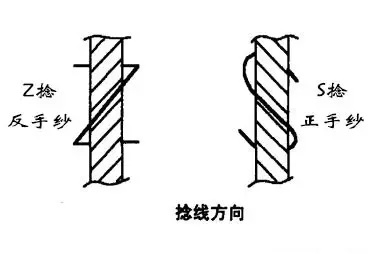
04.捻向
當紗條處于鉛直位置時,組成紗條的單元繞紗條軸心旋轉形成的螺旋線的傾斜方向。
05.S捻
紗條中纖維的傾斜方向與字母S中部相一致。為右手方向或順時針方向之捻回紗。
06.Z捻
紗條中纖維的傾斜方向與字母Z中部相一致,為左手方向或逆時針方向之捻回紗。
捻度與強力的關系
將紗線拉伸到斷裂時,發現斷裂截面上并不是所有纖維都斷裂,而是一部份纖維斷裂,另一部份纖維滑脫,且斷裂的那部份纖維也不是同時斷裂,這種斷裂性能和單紗強力與紗的捻度有著密切的關系,隨著捻度的增加,紗線強力繼續增加,但到一定捻度之后,繼續加捻度,強力反而下降,有利方面是捻度增加,纖維間摩擦阻力增加,使在斷裂過程中強力的成分增加,不利方面是捻度增加,纖維與紗條軸線的傾角加大纖維強力在紗條軸向能承受的分力降低,而且捻度過大會增加紗條內外纖維應力分布不勻,加劇纖維斷裂的不同時性,使強力隨捻度增大而增大,兩者相等時強力大,這時捻度為臨界捻度,與臨界捻度相對應的捻系數稱為臨界系數。捻度增加,捻回角度增大,光向旁邊側面反射,光澤差、手感差,反之手感軟,但捻度過小發生毛羽、手感松,光澤不一定好。
捻系數及捻向主決于后產品的質量要求,不同用途捻系數不同,捻向視成品及后加工的需要而定,為了減少紗線機上翻改和操作的不便,一般皆為 Z捻向,如纖維長度長、細度細、品級高之棉花,捻系數可較少,細號紗比粗號紗捻系數大。伸長率為棉紗在一定拉伸負荷下,棉紗受到拉伸而伸長,其長度稱為總伸長,當負荷去除后,被拉伸的棉紗很快回縮,而不能回復到原來長度這個可縮的長度,為彈性伸長率,即彈性伸長與總伸長之百分比,紗的彈性隨著捻度的增加而增大,但到一定捻度后開始下降,一般采用捻度接近于彈性大的捻度范圍。
